Tecnologias em Usinagem: Gear Hobbing, Polygonal Turning e mais!
Segundo informações da BGC (The Brazilian Gear Conference ITA-WZL), estima-se que mais de cem milhões de engrenagens sejam produzidas anualmente no Brasil, com aplicações nas indústrias automotiva – com uma tendência cada vez maior do uso de transmissões automáticas em veículos – aeronáutica, eólica, sucroalcooleira, entre outras. Apesar da força da indústria brasileira de engrenagens, ainda existe uma alta demanda por soluções tecnológicas e de inovação nos processos de fabricação. É o caso do Gear Hobbing.
Gear Hobbing – Fabricação de Engrenagens
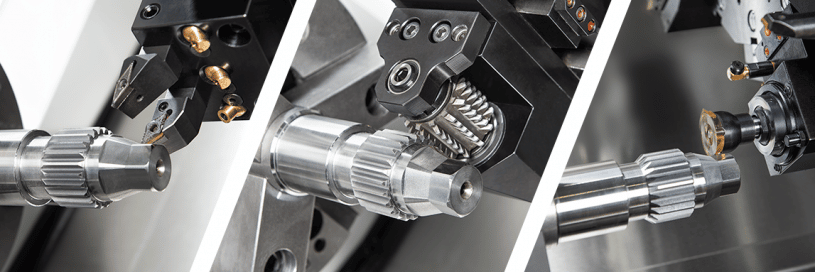
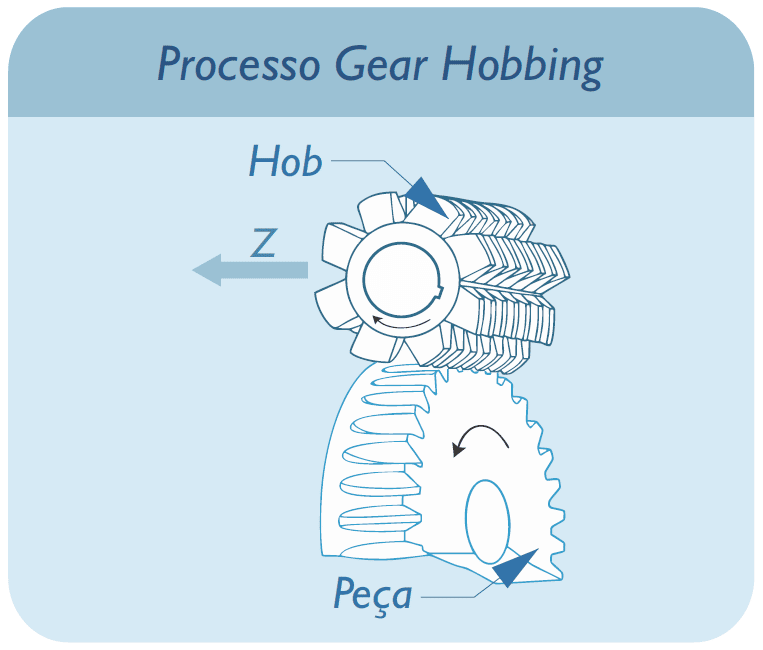
O processo Gear Hobbing é utilizado para a produção de engrenagens, utilizando-se uma ferramenta de corte rotativa chamada hob, ou fresa caracol, que gira de maneira sincronizada com a peça. Dessa forma, é possível realizar o corte de vários dentes da engrenagem de uma só vez, reduzindo o seu tempo de fabricação, tornando esse processo um dos mais fundamentais para a obtenção de engrenagens de dentes retos e helicoidais devido a sua alta produtividade e flexibilidade.
Uma fresa caracol se parece com um parafuso sem-fim, tendo uma hélice com um ângulo de inclinação definido com sentido à direita ou à esquerda. Esta hélice possui ranhuras, que formam os dentes de cortes presentes em toda a espiral. A fresa caracol e a peça giram simultaneamente, com as velocidades dos dois eixos tão sincronizadas que a peça gira um passo para cada rotação completa da fresa caracol. Por exemplo, para se produzir uma engrenagem com 20 dentes, a fresa caracol de uma entrada vai rotacionar 20 vezes, enquanto que a peça obra somente uma vez.
A operação Gear Hobbing começa com o avanço da fresa caracol até atingir a profundidade necessária para o corte do dente da engrenagem, ou então movendo a peça obra em direção à fresa até que a profundidade desejada seja atingida. Não há pausa na rotação da fresa ou da peça, a operação é contínua.
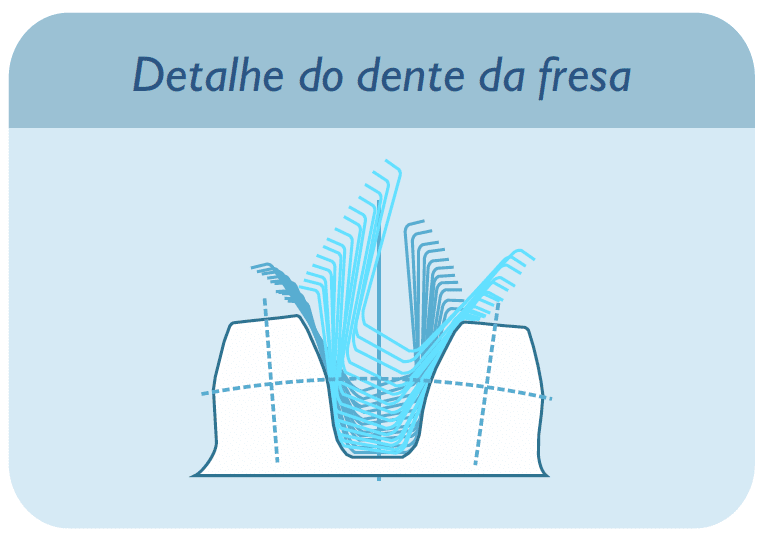
O perfil é formado através das arestas de corte igualmente espaçadas na fresa caracol, cada uma retirando sucessivas partes da peça. Várias arestas de corte estarão em contato com a peça ao mesmo tempo. Portanto, a fresa é inclinada em seu próprio ângulo de hélice enquanto corta a engrenagem, de modo que seus dentes fiquem alinhados com a peça e produzam a forma involuta da engrenagem.
A escolha da fresa para este processo é determinada pelo número do módulo da engrenagem e pelo ângulo de pressão. É preciso considerar ainda, o ângulo de inclinação e o sentido da hélice da fresa, para que a fresa seja posicionada em uma posição angular correta. Cada dente de corte da fresa tem um alívio em sua parte traseira para permitir uma folga no processo de corte. A seção transversal do dente da engrenagem se assemelha ao dente da fresa.
Suporte de ferramentas duplo com a utilização do eixo Y
A aplicação mais comum dos centros de torneamento equipados com eixo Y, consiste em utilizá-los em conjunto com ferramentas acionadas, para fresamentos em 3 eixos e furações fora da linha de centro da peça.
Outro uso comum, é a utilização de suportes de ferramenta duplos, para criar posições adicionais de torneamento e consequentemente aumentar o número de ferramentas na torre, reduzindo os tempos de setup: ao adicionarmos variados tipos de ferramentas, ampliamos também o número de operações de torneamento que podem ser executadas em uma mesma montagem de torre.
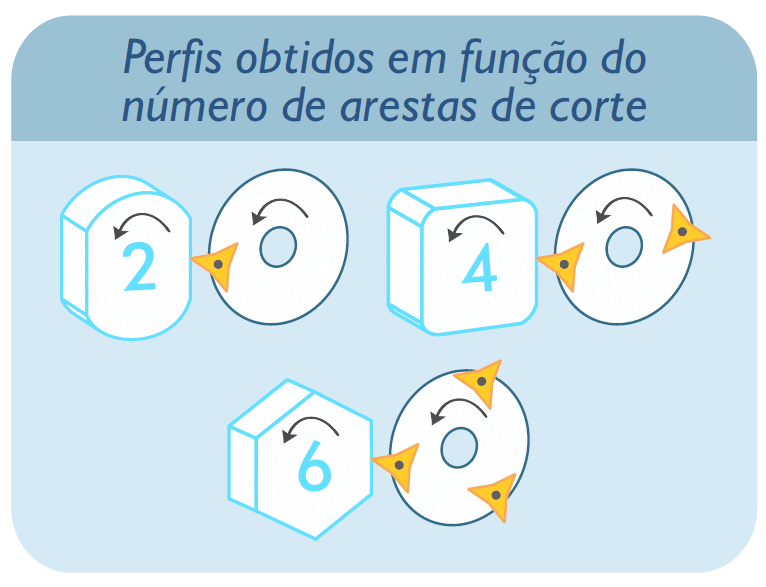
Polygonal Turning (Torneamento poligonal)
O torneamento de polígonos permite obter formas não circulares na peça através da rotação sincronizada do eixo principal e da ferramenta rotativa. A peça e a ferramenta de corte giram sincronizadas. Geralmente a ferramenta e a peça tem uma relação de velocidade de 2:1.
A função do eixo sincronizado deve ser usada no comando, para garantir a operação sincronizada e acoplada do eixo principal e do eixo da ferramenta. Uma ferramenta especial, com várias pastilhas de corte, é necessária para executar esse processo. Duas arestas de corte são usadas para virar um quadrado, três arestas de corte são usadas para transformar um hexágono e assim por diante.